制造能力
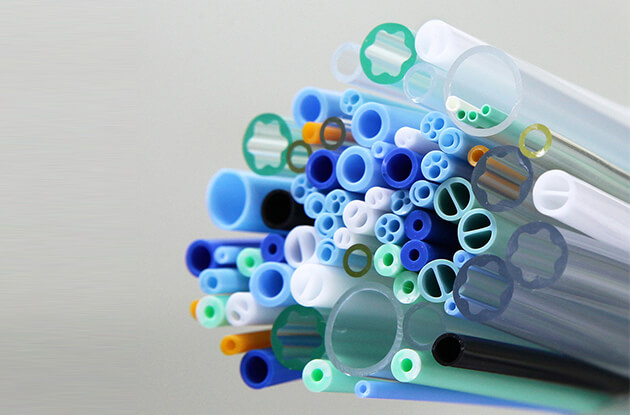
压管/多腔管/异型押出
BIOTEQUE邦特凭借在管道、导管和薄膜制造方面的多年专业知识,不断投资于最新的工艺技术。 我们在挤出各种材料、TPU、尼龙、PVC、聚乙烯、聚丙烯、聚苯乙烯、非 DEHP PVC 方面积累了专业知识。 多腔管可用于微创手术的应用。 多腔允许在有限的空间内放置多种功能或仪器。 我们所需的挤压设备由我们的核心设计团队内部设计。 我们能够订制单腔、双腔、三腔、薄膜管材的压出生产线。
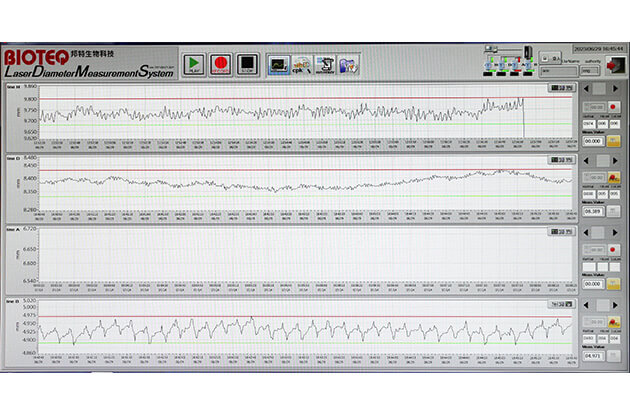
- 尺寸从1.00mm-12mm(0.039”-0.472”)
- 公差低至0.03mm(0.001”)
- 单腔、双腔、三腔





导管技术
BIOTEQUE 邦特的工艺专长包括:复合、定制精密挤压、尖端成型(锥形、圆形、封闭)、微注塑、包覆成型、焊接、扩口、缩颈、粘合。


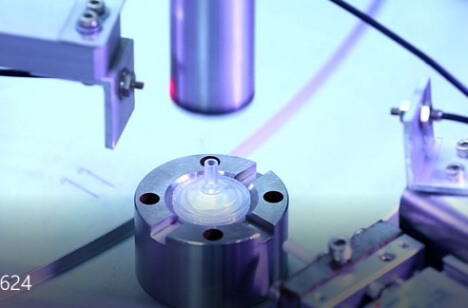
医用球囊
在邦特 BIOTEQUE,我们积累了执行球囊导管组件、在球囊上或球囊内部安装组件的能力。 从远程组装、近端组装、压力测试、长笛导管、包裹导管、泄漏和真空测试、最终批次检验、包装标签、最终包装检验。 如果您能从我们的经验中受益,请联系我们。


射出成型/埋入式射出成型/热塑成型
在热塑性部件的射出成型和包覆射出中,BIOTEQUE 开发出符合安全并具有功效之微创医疗器材。 塑料射出成型材料种类繁多,如热塑性聚氨酯、聚碳酸酯、聚酰胺、聚乙烯、聚丙烯、丙烯腈丁二烯苯乙烯、聚甲醛。 内部工具和模具制造能力使我们能够在控制成本的同时快速响应客户的变化。
50 台 50、100、150 及 220 吨的注塑机(吨数决定了可以生产的零件尺寸,从大到小)。 我们在注塑成型和与行业领先的合作面拥有悠久的历史材料供货商开发定制配方并满足我们的客户需求。






热塑性塑料开模
-
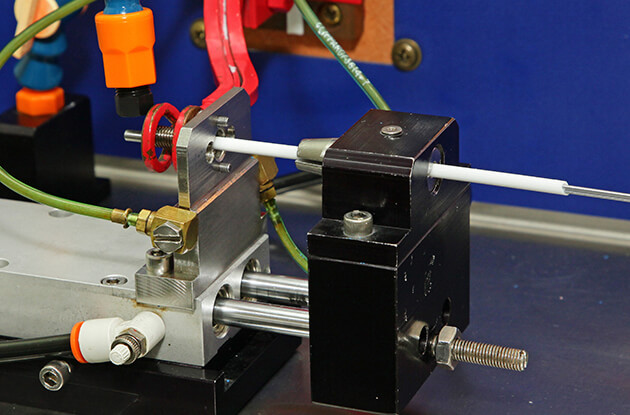
导管尖端成型
导管尖端成型,也称为末端成型,是使用导热模具对热塑性塑料管端部进行成型的过程。 -
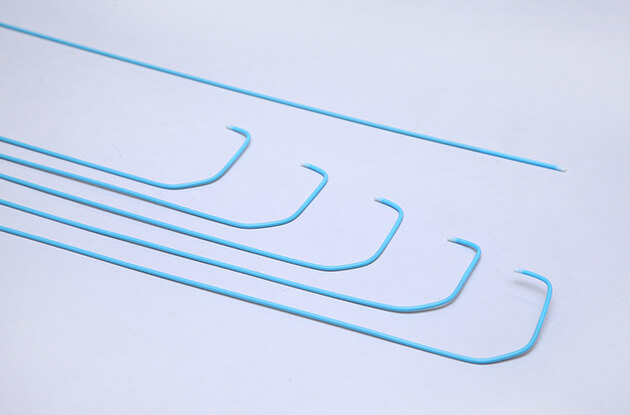
导管弯曲成型
本项技术提供了一种可偏转尖端以引导导管,使操作者能够改变导管尖端的曲率半径。

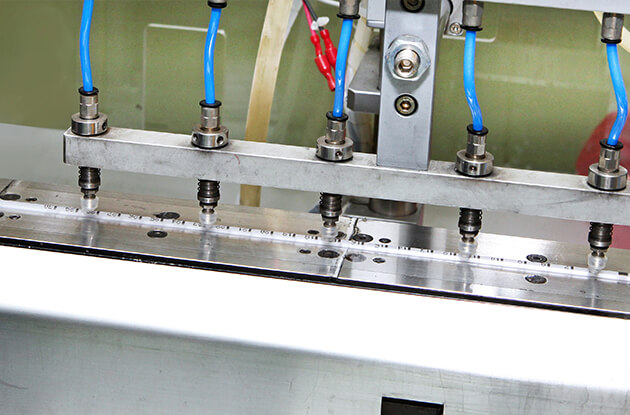
软袋包装及管袋卷
在受控环境中进行的薄膜制造过程。 4 台用于 Layflat 管材挤出的挤出机。 将扁平管状卷成卷。 5台全自动袋子焊接组装机。 该平铺区配置塞子自动组装机和输液袋自动组装机三台。 PVC袋是自动化的。
- 最小厚度0.32mm(0.013”)
- 宽度从 60 毫米到 280 毫米
- 500吨/月


粘合剂粘合/热粘合
粘合剂粘合是使用医用级实时胶水或紫外线固化连接塑料部件的出色方法。 导管的热粘合结合了精确的温度控制、机加工的热喷嘴和热缩,这些系统能够产生高质量的重迭接头。 凭借这项经过验证的技术,它可以为所有导管加工需求提供高精度、高产量和低成本的解决方案。

外涂层/外护套
我们的亲水涂层工艺可以降低所需的插入力,从而改进导管的控制、放置和跟踪。 该涂层还可以减少对组织的损伤。

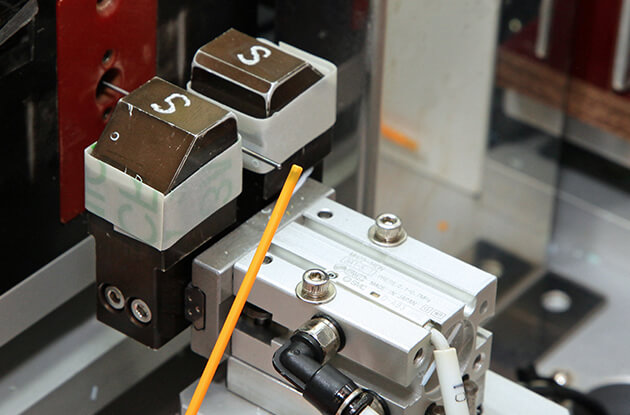
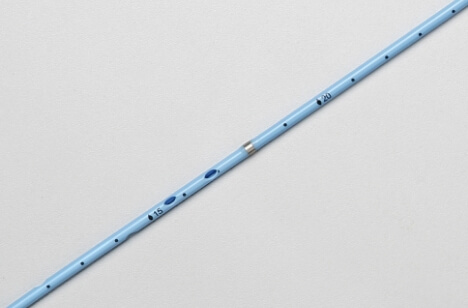
显影标记锻造
将显影标记模压到导管尖端上,可显示导管尖端位置并让外科医生进行操作时用来判断导管在身体中的推送距离。 这种粘合方法是使用带有特殊模具的型锻机执行的,该模具基本上将显影标记锤击到导管上。 它以机械方式粘合到尖端上,但仍显露在管子外表面上。

喷墨和移印
移印,包括单色移印和多色移印服务,适用于各种尺寸和塑料,以及平面和圆形。 适用于聚氨酯、聚碳酸酯、丙烯腈丁二烯苯乙烯聚丙烯和 PVC 基材。

高周波成型与熔接
高周波熔接服务包括利用电磁能和压力熔接和永久粘合不含 DEHP 的聚氯乙烯薄膜的制造过程。 射频密封过程会重新排列分子,从而在融合在一起的材料之间形成强大的结合。

超音波熔接
使用高频声波。 声波被引入塑料中并导致它们升温。 与粘合剂或传统焊接方法相比,使用超声波的塑料熔接具有许多优点。
